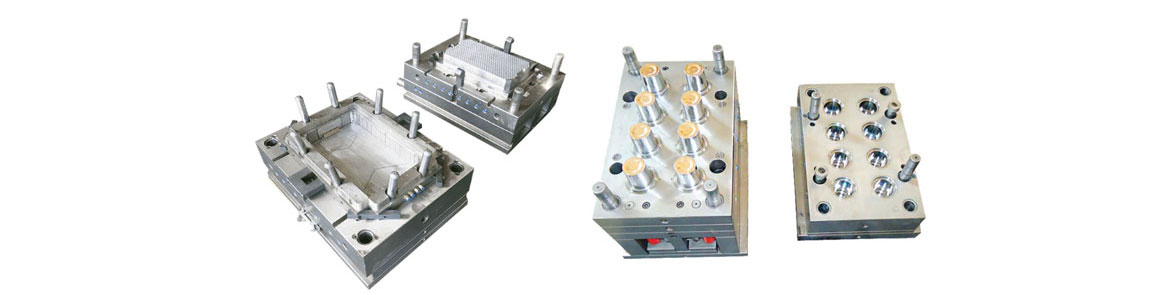
El principal Molde de inyección de plástico El proceso utilizado es el mecanizado, donde la forma a generar se corta al tamaño requerido en un torno o fresadora. Es difícil cortar acero muy duro, así que use acero más blando y luego endurezca o nitrure. Durante el proceso de endurecimiento, el tratamiento térmico que recibe el metal puede aliviar el estrés presente en el bloque de metal y puede causar una ligera deformación. El uso de acero normalizado puede reducir esto, pero a medida que avanza el procesamiento, se requiere un trabajo muy preciso para realizar muchos tratamientos de recocido. La mayoría de los metales se pueden procesar. Para formas circulares simples, un torno es la herramienta más útil. Una mejora en el procesamiento es el hundimiento del troquel, donde se usa un patrón negativo, y la herramienta de zoom seguirá el patrón negativo para generar una forma adecuada.
En comparación con los gráficos, la disposición de los pantógrafos se puede reducir hasta 10:1 en tamaño, por lo que se puede lograr una alta precisión. El grabado también utiliza gráficos a escala, principalmente para grabar, donde se realiza un trabajo repetitivo. El uso de maquinaria de control numérico (NC) es costoso y, antes de que pueda usarse razonablemente, la carga de trabajo requiere un trabajo considerable y ahorra mucho trabajo. Los aceros muy duros se pueden mecanizar mediante mecanizado electroquímico (ECM) o mecanizado por descarga eléctrica, comúnmente conocido como electroerosión. ECM es muy rápido, puede eliminar 1 in3/min de metal por cada 10.000 amperios de corriente por minuto, lo que obviamente es a un voltaje muy bajo.
El acabado superficial es muy bueno, pero el electrodo de la forma adecuada a la forma deseada es caro. El electroerosionado generalmente se usa para trabajos más pequeños y reemplaza el hundimiento de obleas. Los agujeros ciegos se producen rápidamente y pueden formar ángulos agudos, y es fácil obtener tamaños mayores que 001. Las últimas máquinas que utilizan generadores de pulsos transistorizados generan chispas muy rápidas, con un mínimo desgaste de electrodos y un alto acabado superficial. Los electrodos son relativamente fáciles y baratos de fabricar, y el grafito y el cobre son los materiales preferidos. Estos métodos de fabricación de moldes incluyen cortar metal del molde. Los otros dos métodos utilizados involucran el método opuesto, a saber, construir el metal para proporcionar la forma deseada.
El electroformado es un proceso en el que el metal se deposita electrolíticamente en un modelo inverso de la forma que se va a formar, y se utiliza una aleación de fundición fusible, como Hoyt Metal o Kirkst, para soportar la carcasa de metal resultante. El serpentín de enfriamiento de tubería de cobre suave se puede incorporar al respaldo de aleación. En el rociado de metal, se rocía con llama una aleación de bajo punto de fusión sobre el modelo de electrodo positivo, y se pegan aleaciones similares sobre la cubierta formada. Dado que las aleaciones utilizadas en ambos procesos son más blandas de lo necesario, el encofrado se instala en la almohada de acero y la fuerza de bloqueo se absorbe en la almohadilla de acero endurecido incorporada en la almohada. Los moldes de metal fundido de aluminio, zinc, Kirksite y cobre berilio también se pueden utilizar para el moldeo por inyección.

Derechos de autor © 2016 Taizhou Huangyan Yongsheng Mould Co., Ltd. Reservados todos los derechos
La información proporcionada en este sitio web está destinada únicamente para su uso en países y jurisdicciones fuera de la República Popular China.
Fabricantes de moldes de inyección de plástico personalizados


 Español
Español  English
English 中文简体
中文简体 عربى
عربى